
|
Szczegóły Produktu:
|
|
| Miejsce pochodzenia: | Chiny |
|---|---|
| Nazwa handlowa: | HongCheng |
| Orzecznictwo: | PED、ABS、BV、DNV、GL、LR、SGS、IEI |
| Numer modelu: | Dostosowany rozmiar, 2 ''-24 '' (DN50-DN600) |
|
Zapłata:
|
|
| Minimalne zamówienie: | 10 szt. |
| Cena: | Depending on quantity |
| Szczegóły pakowania: | PAKOWANE PRZEZ PLASTIKOWY RĘKAW + ŻELAZO ETUI, opakowanie zdatne do żeglugi; |
| Czas dostawy: | 10-25 dni roboczych |
| Zasady płatności: | L/C, D/P, T/T |
| Możliwość Supply: | 100000 ton rocznie |
|
Szczegóły informacji |
|||
| Nazwa handlowa:: | HongCheng | PaymeT/TCertification:nt Warunki:: | ASME API CE |
|---|---|---|---|
| Zasady płatności:: | T/T | Materiał:: | Stal stopowa (stal węglowa) |
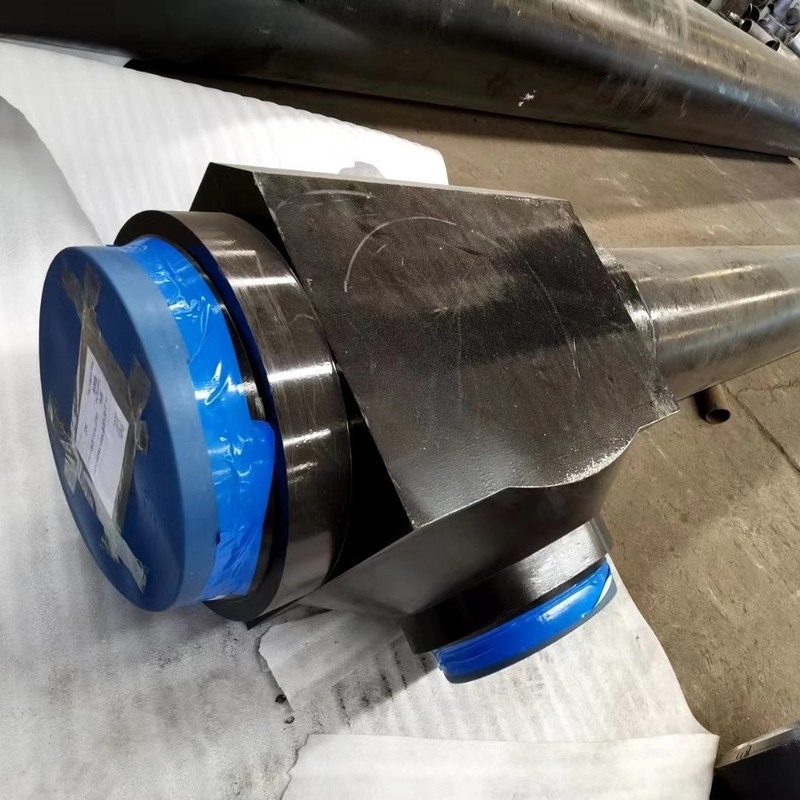
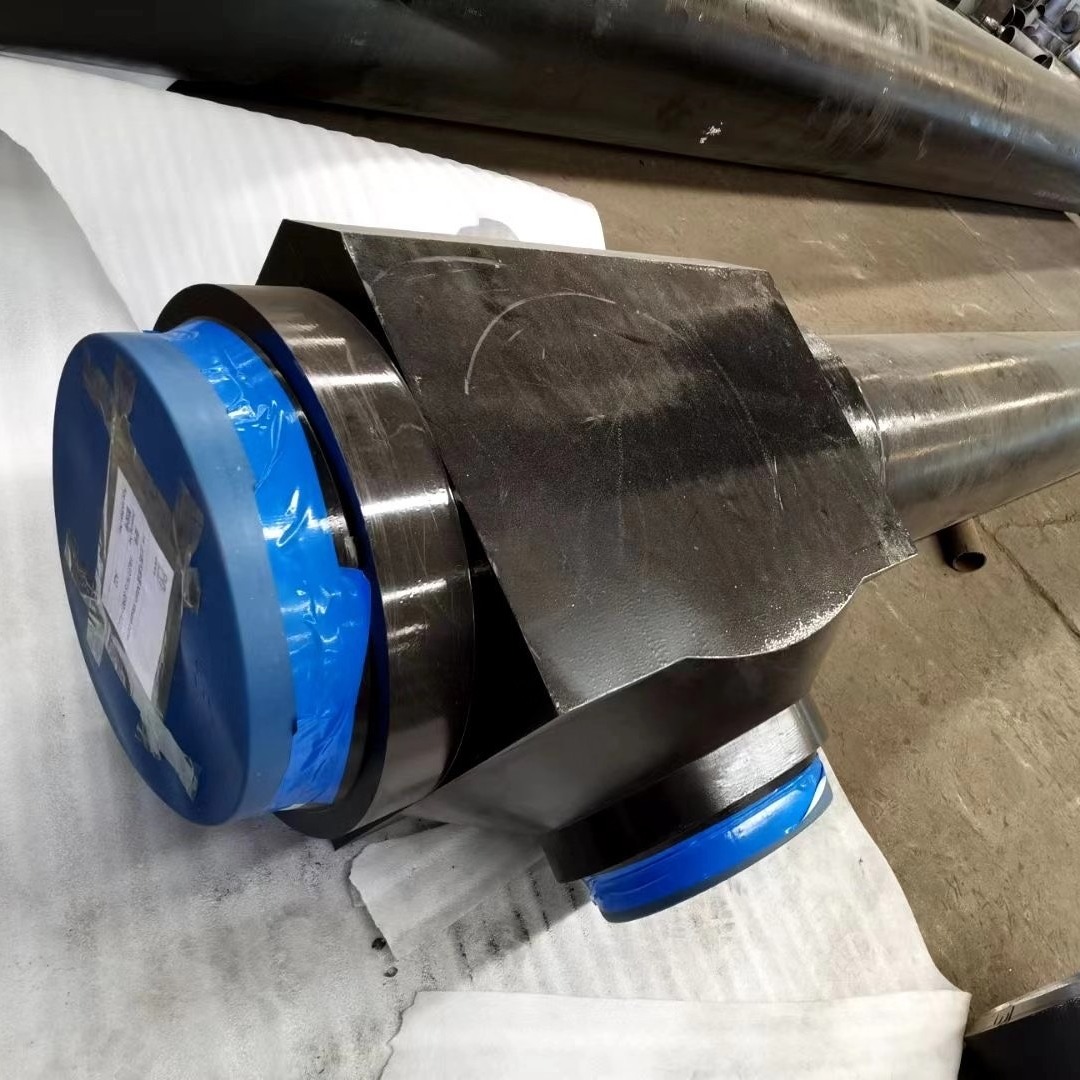
| Kształt:: | Prefabrykowane jednostki/rurociąg | nazwać:: | DN500 A234 Wp91 Dostosowany rurociąg elektrowni na zbiorniki ciśnieniowe |
| Wniosek:: | Rury budowlane, gazowe i naftowe, powietrze, para, woda gazowa naftowa | Wysokie światło:: | Dostosowany zbiornik ciśnieniowy A234 wp91, dostosowany zbiornik ciśnieniowy dn500, rurociąg elektro |
| Szczegóły pakowania:: | PAKOWANE PRZEZ PLASTIKOWY RĘKAW + ŻELAZO ETUI, opakowanie zdatne do żeglugi; | ||
| Podkreślić: | Prefabrykowane szpule rurowe Dn500,prefabrykowane szpule rurowe ASME |
||
opis produktu
![]()
![]()
![]()
![]()
Wpisz swoją wiadomość
Zostań najwyższej klasy przedsiębiorstwem produkującym specjalne stalowe urządzenia do rurociągów w kraju i za granicą
| Hebei Hongcheng Pipe Fittings Co., Ltd. |
| Strefa przemysłowa Wuliyao, hrabstwo Yanshan, miasto Cangzhou, prowincja Hebei, Chiny |
| +86-317-6193326-+8618031760999 |
| hcpipe777@gmail.com |